

 Maison
Maison





Cintrage de tube de tuyau ovale rectangulaire rond carré en aluminium Custiom
Informations de base
| Alliage | Alliage |
| Finition de surface | Oxydation anodique |
| Ingrédient d'alliage | 6063 |
| Certificat | CE, RoHS |
| Profil en aluminium poli | Polissage chimique |
| Forfait transport | Carton |
| spécification | Personnalisé |
| Marque déposée | ALUT |
| Origine | Guangdong, Chine |
| Code SH | 76042990 |
Description du produit
Pliage de tubes et de tuyaux en aluminium
Cet article contient toutes les informations que vous devez savoir sur le cintrage de tubes. Lisez plus loin et apprenez-en plus sur :
- Qu'est-ce que le cintrage de tube ?
- Terminologies utilisées dans le cintrage de tubes
- Mécanique du cintrage des tubes
- Types de cintrage de tubes

Chapitre un - Qu'est-ce que le cintrage de tube ?
Le cintrage des tubes est l'une des méthodes de fabrication utilisées pour former des tubes de manière permanente en les cintrant. Dans de nombreuses circonstances, les tubes courbés sont plus utiles que dans leur forme droite. Les tubes coudés font partie intégrante de nombreux instruments, tels que les trombones, les rampes d'escalier, les poignées, les cadres de meubles, les pièces automobiles, les équipements de climatisation, et bien plus encore. Les raccords de tuyaux et de tubes se présentent sous la forme de tubes coudés qui sont utilisés pour changer la direction des conduits de fluides et de gaz dans les systèmes d'échappement, les conduites hydrauliques, les pipelines, etc.
Le formage peut être réalisé en utilisant des techniques de cintrage à chaud ou à froid. Cette dernière utilise de l'énergie thermique et est réalisée à une température bien supérieure à la température ambiante. Au début d'une opération de pliage, il est toujours fixé en deux points, puis une matrice rotative, un rouleau ou une presse applique le pliage. Le cintrage du tube peut être lié à la forme ou de forme libre. Une combinaison de forces de traction et de compression est subie par le matériau du tube lorsque l'outillage avance vers le tube. Le résultat du cintrage du tube dépend de divers facteurs tels que le matériau du tube, l'outillage, la quantité de pression appliquée, la lubrification et la géométrie de cintrage à appliquer. La fabrication du tube est un ensemble de processus utilisés pour fabriquer un assortiment de produits et d'assemblages à partir du tube droit. Outre le cintrage des tubes, d'autres procédés de fabrication comprennent la coupe et l'ébavurage, le rainurage, l'encochage et le soudage.
Chapitre deux - Terminologies de cintrage de tubes
Avant de sélectionner la bonne matrice pour un type spécifique de cintrage de tubes, il est utile de connaître la géométrie d'un cintrage. Les terminologies suivantes sont utilisées dans le cintrage de tubes :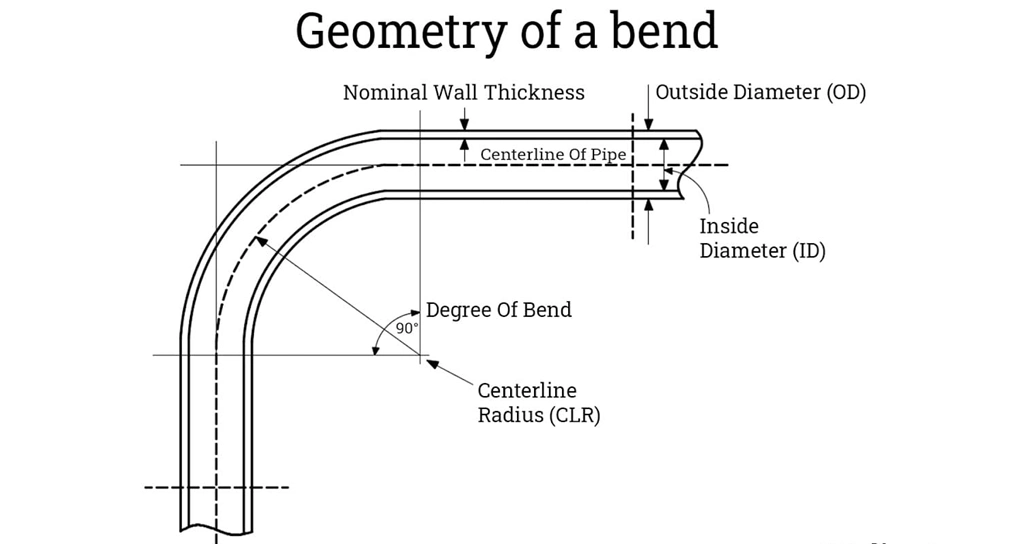
Diamètre interieur. Le diamètre intérieur est la distance entre les bords les plus intérieurs de la section transversale du tube qui passe par l'axe central. C'est la taille du trou du tube. Épaisseur de paroi. L'épaisseur de paroi est la différence entre les diamètres extérieur et intérieur d'un tube. Il s'agit de la largeur du matériau du tube, généralement mesurée par des pieds à coulisse pour plus de précision. Le diamètre extérieur et l'épaisseur de paroi du tube sont les considérations les plus importantes lors du choix d'une matrice pour une méthode de cintrage de tube.
Degré de courbure. Le degré de courbure est l'angle formé en pliant le tube qui est mesuré en degrés. C'est la "netteté" du virage ; les tubes avec des angles de courbure plus petits formés ont des courbures de conformation. L'angle complémentaire du degré de courbure est appelé angle de courbure.Différence entre les tubes et les tuyaux
Les deux semblent presque identiques et peuvent être soumis à la même technique de pliage, mais il est également essentiel de différencier les tubes et les tuyaux. Les deux termes sont souvent utilisés de manière interchangeable. Les tubes sont un terme général désignant une section creuse ronde, carrée, rectangulaire ou ovale et sont généralement utilisés pour les applications mécaniques et structurelles, les équipements sous pression et les systèmes d'instrumentation. Les tuyaux, quant à eux, sont utilisés pour le transport de fluides et sont utilisés dans tous les processus et lignes de services publics. Les tailles de tuyau sont représentées par leur taille nominale de tuyau (NPS) et leur numéro de programme. NPS est un ensemble de normes nord-américaines pour désigner les diamètres et l'épaisseur de paroi des tuyaux utilisés pour des pressions et des températures élevées ou basses. Le numéro de nomenclature est une valeur sans dimension qui fait référence à l'épaisseur de paroi d'un tuyau. Les tailles de tube, en revanche, sont représentées par le diamètre extérieur et l'épaisseur de paroi est exprimée en Birmingham Wire Gauge (BWG).
Chapitre trois - Mécanique du cintrage des tubes
Il y a plusieurs changements physiques par zone que le tube subit pendant le pliage, en fonction de la technique de pliage utilisée et des propriétés du matériau du tube. Le côté extérieur du coude reçoit des forces de traction, ce qui entraîne l'allongement et l'amincissement de la paroi. Le côté intérieur du coude reçoit des forces de compression, ce qui entraîne le froissement et l'épaississement de la paroi.
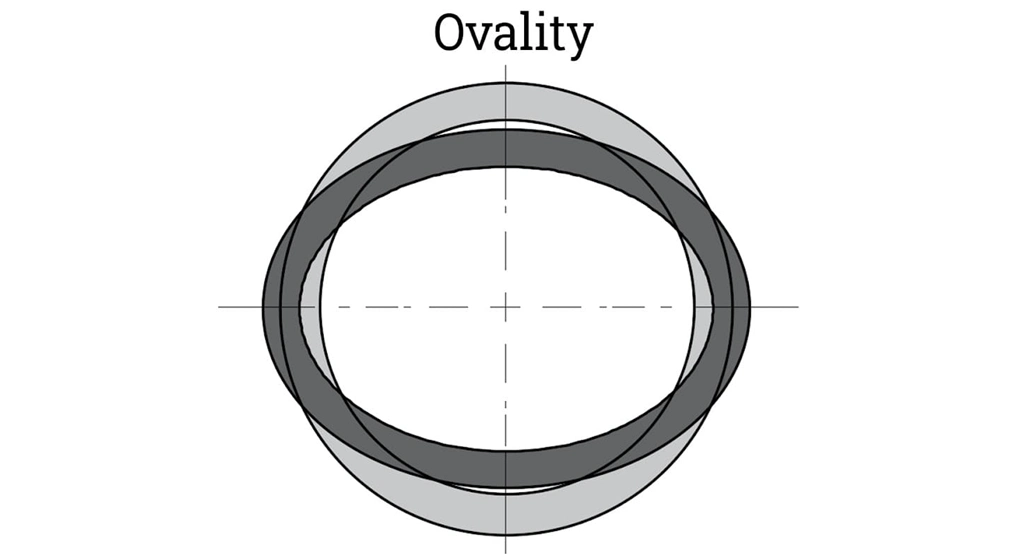
La section transversale du tube subit un phénomène appelé ovalité. L'ovalité est la distorsion de la section transversale du tube par rapport à la forme ronde d'origine après pliage. Il résulte de forces déséquilibrées agissant sur le coude, en particulier lorsque l'intérieur du tube n'est pas supporté. L'ovalité du tube est acceptable dans certaines applications, mais certaines industries exigent des dimensions précises du coude où l'ovalité doit être contrôlée.
Le facteur de paroi est l'épaisseur relative de la paroi. C'est le rapport entre le diamètre extérieur du tube et son épaisseur de paroi. La valeur résultante détermine si un tube est "à paroi épaisse" ou "à paroi mince".
Le facteur de paroi est utilisé pour évaluer la difficulté de faire tout type de virage. Les tubes avec des facteurs de paroi inférieurs sont plus faciles à plier car moins de matériau est nécessaire pour s'étirer. Les tubes avec des facteurs de paroi plus élevés nécessitent des matrices et des mandrins plus sophistiqués pour supporter le tube.D du coude. Le "D du coude" est un terme technique utilisé par les fabricants de tubes qui fait référence au rapport du CLR du coude au diamètre extérieur du tube. Cette valeur indique à quel point le tube est difficile à former des rayons serrés. Plus D du coude est élevé, plus il est facile de former des coudes avec des rayons plus serrés. Dans un coude idéal sans support, le tube doit avoir une combinaison de faible facteur de paroi et de D élevé du coude. Sinon, cela peut entraîner une tonalité plate. Cela se produit lorsque la paroi extérieure du coude s'effondre car elle n'est pas assez épaisse pour se soutenir. L'allongement fait référence à la mesure dans laquelle un matériau peut s'étirer avant qu'une fracture ne se produise. Plus D du coude est élevé, plus il faut de matériau pour l'étirer afin de produire des coudes avec un rayon plus serré. L'allongement ne dépend pas seulement du D de la courbure, mais également de la propriété du matériau (c'est-à-dire que l'acier inoxydable a un pourcentage d'allongement plus élevé que l'acier doux).
Retour élastique. Lorsqu'un tube est courbé à un certain degré, il a tendance à reprendre sa forme plate d'origine, ce qui se traduit par un angle de courbure légèrement plus petit. L'opérateur effectuera ensuite une légère « surflexion » pour compenser la différence angulaire afin que le tube corresponde à l'angle de cintrage souhaité. Cet événement dans la flexion des tubes est appelé retour élastique et affecte la précision du processus de fabrication des tubes. Lorsqu'un coude est formé dans un tube, il forme par conséquent une densité moléculaire inégale à partir du rétrécissement et de l'étirement du matériau. La région intérieure du coude est comprimée tandis que la région extérieure est étirée. Les forces de traction sur la zone étirée sont supérieures aux forces de compression, ce qui amène le matériau à revenir à sa position à plat.
Le retour élastique est influencé par plusieurs facteurs tels que la rigidité, la résistance à la traction et l'épaisseur de paroi du matériau, le type d'outillage et la technique de pliage utilisée. Des matériaux plus durs et un CLR plus petit produisent un retour élastique plus important. L'angle de pliage est toujours augmenté d'un facteur de retour élastique qui est dérivé de l'exécution de plusieurs tests de pliage. Le facteur de retour élastique n'est pas constant pour tous les matériaux et change pour des épaisseurs et des diamètres de paroi variables.
Chapitre quatre - Types de cintrage de tubes
Les techniques de cintrage des tubes peuvent être liées à la forme ou à la forme libre. Dans le pliage lié à la forme, le formage dépend de la géométrie de la matrice, comme le pliage à la presse et le pliage par étirage rotatif. Dans le cintrage de forme libre, le formage dépend du mouvement du tube à travers l'outillage, comme le cintrage par roulage. Les techniques de cintrage de tubes peuvent également être classées comme cintrage de tubes à froid ou cintrage de tubes à chaud. Le cintrage à froid des tubes se fait à température ambiante. Les techniques de cintrage à froid les plus courantes sont les suivantes :
Pliage à la presse
Le cintrage à la presse est la plus ancienne technique industrielle de cintrage de tubes. Dans cette méthode, le tube est fixé en deux points et le vérin (ou la matrice de cintrage) est poussé contre le tube pour se conformer à la forme du cintrage. Les dimensions extérieures du vérin cylindrique donnent les caractéristiques du coude à imposer au tube.
Le pliage à la presse est une méthode de pliage rapide pour les pièces symétriques et ne nécessite aucune lubrification ni nettoyage. Cependant, il est difficile de faire un plus petit degré de courbure en utilisant cette méthode. Il n'offre aucun support sur le tube à l'intérieur ; par conséquent, il est sujet à déformation dans les courbures internes et externes. Il produit souvent une section ovale, en fonction de l'épaisseur de paroi du tube. Cette méthode de pliage est difficile à contrôler et n'est utilisée que lorsqu'une section transversale cohérente n'est pas requise.
Pliage par tirage rotatif
Le cintrage par tirage rotatif est une méthode appropriée pour créer des cintrages précis avec un CLR constant et un diamètre constant, donnant une ovalisation minimale. Certaines des applications de cette technique se trouvent dans les raccords de tuyauterie, les tubes d'instruments, les mains courantes, les pièces automobiles et aérospatiales. Cette méthode est également utilisée pour les sections creuses avec différentes formes de section transversale (par exemple, carrée, ovale). Un cintrage lisse et esthétique est produit à partir de l'outillage adapté à l'application.
Un outil de formage appelé matrice de pliage détermine le rayon du pliage. Il donne le coude au tube en le faisant tourner autour de son contour. La rotation est poursuivie jusqu'à ce que l'angle de cintrage souhaité soit obtenu. La filière de serrage saisit le tube sur son diamètre extérieur et le serre sur la filière de cintrage. Sa fonction première est de sécuriser le tube lors du cintrage. La pince et les matrices de pliage tournent en une seule pièce ; la matrice de serrage tourne dans le sens de la courbure lorsque la matrice de cintrage tourne pour effectuer le cintrage. Il entre et sort ensuite pour permettre l'alimentation du tube. Une pression de serrage optimale doit être utilisée pendant le pliage. La pression de serrage insuffisante peut faire glisser le tube ; une pression de serrage excessive peut entraîner le froissement ou l'affaissement du tube. La matrice d'essuyage est utilisée pour empêcher le froissement du rayon intérieur du tube lorsque le mandrin seul n'est pas suffisant. Il est positionné derrière la matrice de pliage avec sa pointe au point tangent. Les matrices d'essuyage rencontrent une force de frottement lors de la flexion, par conséquent, le matériau doit être compatible sur le plan opérationnel avec le matériau du tube. Un matériau inapproprié peut provoquer un grippage après de nombreux cycles de pliage. Les matrices d'essuyage en acier sont utilisées pour les tubes en acier, aluminium, cuivre et bronze. Les matrices d'essuyage en bronze d'aluminium sont utilisées pour plier les tubes en acier inoxydable, en titane et en Inconel. Pour réduire le frottement, des matrices d'essuie-glace en acier chromé dur sont utilisées. La matrice de pression est tangente à la matrice de pliage et remplit deux fonctions. Tout d'abord, il fournit une force appropriée pour plier le tube et maintient une pression constante au point de tangence. Ensuite, il pousse le tube droit pendant qu'il se déplace autour du coude à l'aide d'une matrice de pression pour aider (ou surpresseur de matrice de pression). Le surpresseur de matrice de pression applique plus de force de compression pour compenser l'allongement rencontré par la paroi extérieure du tube. La longueur de la matrice de pression dépend du degré de flexion.
Le mandrin offre un support interne au tube pendant le cintrage pour empêcher l'affaissement, le froissement et l'ovalisation du tube pendant le cintrage. Comme la matrice d'essuyage, le matériau est également une considération importante lors du choix du mandrin approprié. Il se décline en plusieurs types :Plug mandrin. Il est utilisé pour cintrer des tubes avec des parois plus épaisses ou de grands cintrages CLR. Bouchon d'extrémité formé. Ce type est une variante du mandrin de bouchon où la pointe est profilée pour correspondre au rayon de la courbure pour donner plus de support interne. Il a presque la même application que le mandrin de prise. Mandrin standard. Ce type est le plus couramment utilisé car il crée une large gamme de caractéristiques de courbure. C'est l'un des mandrins flexibles qui fléchissent au fur et à mesure que le virage est effectué. Il se compose d'une balle ou peut être composé de quelques balles liées. C'est le plus durable parmi les mandrins flexibles car il utilise les plus gros maillons. Mandrin à paroi mince. Il est également connu sous le nom de mandrin à pas serré. Il est utilisé pour les tubes à paroi mince (facteur de paroi de 70 ou plus) et pour créer des coudes avec des rayons serrés. Les maillons sont plus petits par rapport à un mandrin standard, ce qui rapproche le segment de boule, offrant ainsi plus de soutien au tube à paroi mince. Mandrin à paroi ultra-mince. Ce type est utilisé pour les tubes à paroi très mince avec un facteur de paroi de 200 ou plus, et pour créer des coudes avec les rayons les plus serrés. Il a les segments de billes les plus proches parmi les mandrins flexibles. Le mandrin à paroi ultra-mince et le mandrin à paroi mince sont généralement plus faibles de par leur conception, il ne faut donc pas essayer de plier des tubes avec des parois plus épaisses car ces types sont les plus susceptibles de se casser.
Pliage par compression
Le pliage par compression est moins cher que le pliage par tirage rotatif en raison de sa configuration plus simple. Cependant, elle est limitée aux sections creuses circulaires. La configuration ne permet pas l'utilisation d'un mandrin pour supporter le diamètre intérieur et peut entraîner un léger aplatissement de la surface extérieure. Il ne peut pas être utilisé pour plier des tubes à un petit CLR car le tube peut se casser ou se déformer. Cette méthode est couramment utilisée pour plier des pièces symétriques et des conduits électriques pour une application structurelle.
Pliage au rouleau
La méthode de cintrage par roulage est utilisée pour créer des coudes avec un grand CLR pour les grands composants de tubes. Il se compose de deux rouleaux rotatifs fixes et d'un rouleau mobile positionné selon un schéma triangulaire. Les rouleaux fixes tournent dans le sens inverse du rouleau mobile. Le rayon de courbure se forme progressivement au fur et à mesure que le tube se déplace d'avant en arrière sur les rouleaux rotatifs. La méthode de cintrage par roulage est utilisée pour les pièces dans les applications structurelles, les systèmes de transfert de poudre, et bien plus encore. Il est également utilisé pour plier le tube en spirales, car l'opérateur peut positionner le tube après un tour pour produire une bobine continue.
Conclusion
Le cintrage de tubes est un processus de fabrication utilisé pour former des tubes de façon permanente. Le cintrage résultant de l'opération de cintrage dépend de l'outillage, de la géométrie du cintrage, du matériau du tube et de la lubrification. Le matériau du tube subit une combinaison de forces de traction et de compression pendant le cintrage. Le facteur de paroi et le D du cintrage sont des paramètres permettant d'évaluer la difficulté à effectuer un cintrage. qui dépendent de la géométrie de la matrice. Le cintrage de forme libre produit des cintrages qui dépendent du mouvement du tube ainsi que de l'outillage de l'équipement. Les techniques de cintrage à chaud utilisent l'énergie thermique pour améliorer la déformation plastique, notamment le cintrage par induction et le cintrage des dalles à chaud.